TM 1-1520-238-23
5-215
5.47.
MAIN ROTOR HUB LOWER PLATE PAD REPLACEMENT (AVIM) – continued
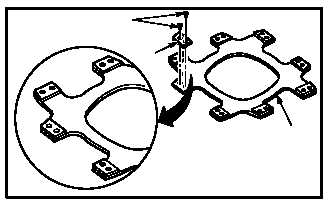
(5) Rivet
pad
(3)
to
hub
plate
(2)
(TM 1-1500-204-23).
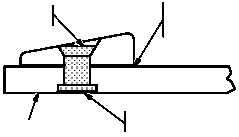
(6) Apply clamping pressure to pad (3) and hub
plate (2).
(7) Wipe away all excess adhesive squeeze-out
along inner seam of pad (3). Use C clamp
and cloth (item 52, App F).
(8) Leave clamping pressure in place and allow
adhesive to cure for a minimum of
24 HOURS at room temperature or heat cure
in oven for 1 HOUR minimum at 170 to 190 F
(76 to 87C) or for 2 HOURS minimum at 150
to 170 F (65 to 76C).
(9) Remove clamping pressure and check that
entire bondline around base of pad (3) is
clean and complete.
(10) Trim away any excess cloth and remove any
excess adhesive squeeze-out along inner
seam of pad (3).
(11) Check that shop-formed (upset) rivet heads
are flush with bottom of hub plate (2) and that
rivets (1) have not loosened.
d. Inspect (QA).
e. Install main rotor hub lower plate (para 5.42).
END OF TASK
M04-3818-6
NO ADHESIVE
SQUEEZE-OUT
ALONG INNER SEAM
SHOP FORMED (UPSET)
RIVET HEAD
BOTTOM SURFACE
OF LOWER PLATE
COUNTERSUNK
RIVET HEAD
2
3
M04-3818-2
1