TM 1-1520-238-23
7-212
Change 7
7.49.
LONGITUDINAL SERVOCYLINDER ROD END REPLACEMENT – continued
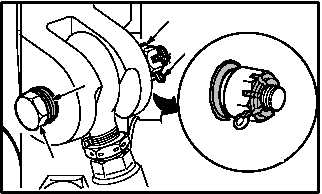
g. Install nut (5) on self-retaining bolt (4). Torque
nut (5) 900 to 1100 INCH-POUNDS.
(1) Hold bolt (4). Use box wrench.
(2) Install nut (5). Use socket.
(3) Torque nut (5) to 900 INCH-POUNDS. Use
socket and torque wrench.
(4) Increase torque to aline cotter pin hole, but do
not exceed 1100 INCH-POUNDS.
(5) Install new cotter pin (3).
(6) Apply sealing compound around bolt (4)
head, washer(s) (6), and nut (5). Use sealing
compound (item 176, App F).
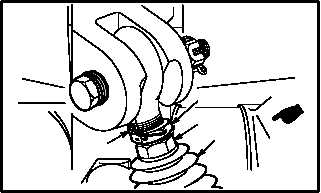
h. Torque nut (10) to 930 INCH-POUNDS.
(1) Hold piston rod (9). Use crowfoot.
(2) Torque nut (10) to 930 INCH-POUNDS. Use
crowfoot and torque wrench.
(3) Lockwire nut (10) to lock (11). Use wire
(item 226, App F).
NOTE
Step i. applies only if boot was removed,
if boot was not removed, go to step j.
i. Slide boot (9.1) over piston and over the end
of piston rod (9).
j. Inspect (QA).
k. Perform longitudinal (cyclic) flight controls
rigging maintenance operational check
(TM 1-1520-238-T).
l. Install access panel R200 and fairing T205R
(para 2.2).
END OF TASK
5
3
4
VIEW
ROTATED
M04-823-11A
6
11
10
9
9.1
M04-823-12B