TM 1-1520-238-23
5-44.22
Change 6
5.7A.
MAIN ROTOR BLADE SPAR TO SPAR DEBOND REPAIR (AVIM) – continued
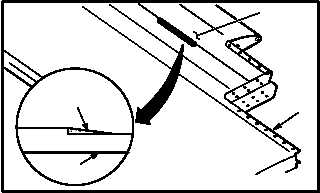
aj. Fill and fair cavity between blade (1) and re-
paired spar (2). Use adhesive (item 1, App F).
NOTE
Adhesive requires a constant mini-
mum curing temperature of 60 F (15.6
C) to obtain a full and satisfactory
bond. Heat lamps may be used to
maintain the required minimum adhe-
sive curing temperature.
Curing of adhesive may be acceler-
ated by using a heat lamp for 1.5 to 2.0
HOURS. Maintain blade surface tem-
perature at 120 F (48.9 C).
(1) Allow adhesive to dry at room temperature 24
HOURS.
ak. Sand faired adhesive smooth on blade (1) in
spanwise direction. Use paper (item 133,
App F).
al. Wipe blade (1) clean. Use methyl ethyl ketone
(item 124, App F) and cloth (item 51, App F).
am. If removed, install leading edge tip fairing
(para 5.13).
CAUTION
Rotor blades are not to be repainted over
the entire surface of blade. Only light tou-
chup of the eroded or repaired area is
allowed. Severe chordwise imbalance
problems may result from repainting
blade.
an. Spot prime and paint blade (1) repair and sur-
rounding area (TM 55-1500-345-23).
ao. Inspect (QA).
ap. Install main rotor blade (para 5.4).
END OF TASK
M04 5206 41
1
FILL AND FLAIR
1
2